


Moulage de préformes PET par injection plastique à 24 cavités
Les moules d'injection de préformes PET à 24 -cavités adoptent un système de canaux chauds autobloquants à vanne à broche de haute-précision, adapté à la production en série d'eau minérale, de boissons gazeuses, d'huiles comestibles et de bouteilles d'emballage de produits chimiques quotidiens. Les cavités du moule sont fabriquées en-acier inoxydable S136 de haute qualité et trempées sous vide-pour garantir une durée de vie de plus de 3 millions de cycles. Nous proposons des tailles de goulot de bouteille personnalisées, telles que 24/410 et 28/410, et adhérons strictement aux normes de qualité alimentaire de la FDA. Pour les produits de faible-poids, nous réalisons des cycles de moulage rapides de 8 à 12 secondes et nous nous concentrons sur la fourniture de solutions de moules de préformes rentables pour les clients mondiaux.

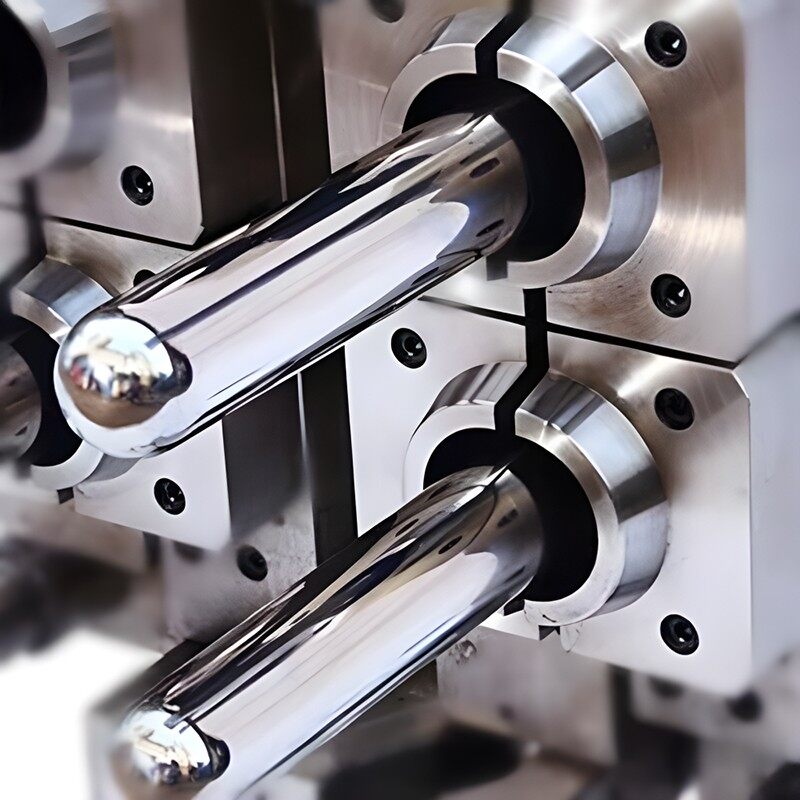
Taille précise
Le moulage par injection de plastique PET adopte une structure à cavités multiples{{1}autobloquantes et un positionnement de colonne de guidage de haute-précision, ce qui réduit considérablement le décalage et la déformation de la cavité du moule, garantit que l'erreur de taille de la préforme est contrôlée à ± 0,05 mm et améliore la cohérence et la stabilité des produits moulés par injection.
Flux uniforme
Grâce à une conception avancée de canaux chauds et à un système de contrôle précis de la température, le moulage par injection de plastique PET peut obtenir un flux uniforme de matériau PET fondu, empêcher la dégradation du matériau et l'accumulation de matériau froid, et le rendement du produit peut être stabilisé à plus de 98 %.
Résistance à la corrosion
Le moulage par injection de plastique PET utilise de l'acier S136 de haute qualité, qui peut résister efficacement à l'érosion des acides et d'autres composants chimiques dans les matériaux PET, éviter l'oxydation et la corrosion de la surface du moule, et après 3 millions d'injections consécutives, le taux de dommages dus à la corrosion est inférieur à 1 %.
Refroidissement efficace
Le système de refroidissement multi-canal réduit uniformément la température du moule de moulage par injection de plastique PET, réduisant ainsi le temps de refroidissement de 15 à 20 %, améliorant considérablement l'efficacité de la production tout en évitant la déformation du produit.

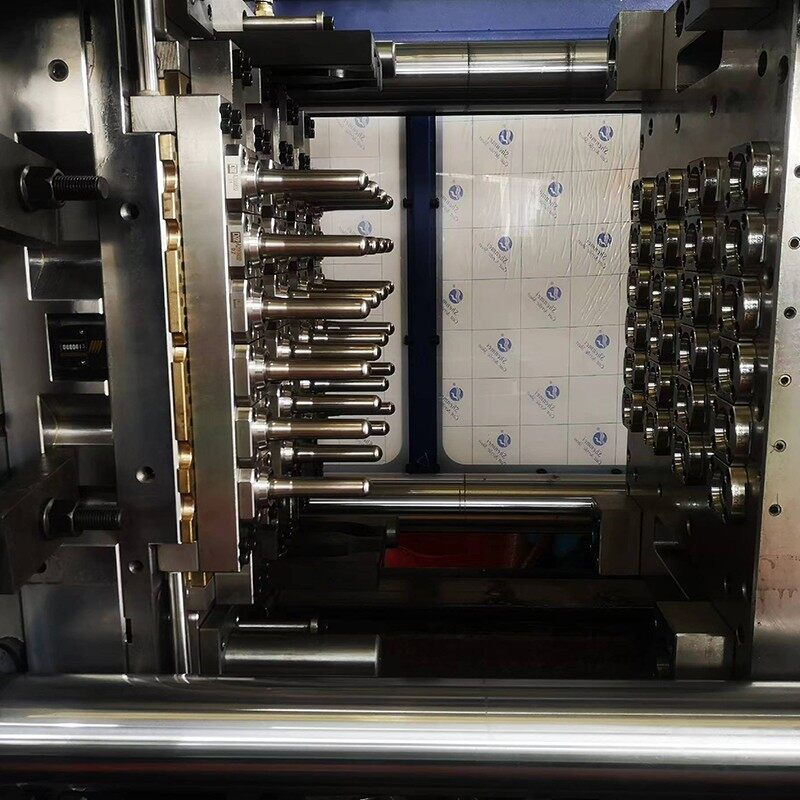
Systèmes d'injection de moules de préformes PET

Entretien
- Lubrifiez régulièrement les pièces clés du moule, comme entre le gabarit et le tirant, entre le curseur et la plaque de poussée, etc.
- Pendant la lubrification, le personnel de maintenance doit maintenir l'environnement d'exploitation sûr et hygiénique.
- Utilisez de l'huile lubrifiante et appliquez-la uniformément sur la zone de lubrification selon le fonctionnement étape par étape-par-de la machine de moulage par injection.
- Nettoyez l'excès d'huile lubrifiante à temps après la lubrification pour éviter la contamination d'autres parties du moule et affecter la précision du moule.
- Après la lubrification, la machine de moulage par injection peut contrôler le moule pour répéter l'action 3 à 5 fois afin d'optimiser l'effet de lubrification.
- Selon la structure, le matériau et la fréquence d'utilisation du moule, ajustez la fréquence de lubrification et suivez les instructions.
Conception de moules




Centre de traitement




Assemblage du produit




Tests de produits




Description du produit




Traitement des moules

Expédition et emballage




FAQ
Si vous souhaitez en savoir plus sur le moulage par injection de plastique PET, veuillez nous contacter librement.





